適用注塑機的增材製造零件
一勝百工程產品
選用一勝百出品的工程產品,客戶無需進行重大額外的處理,即可在加工、製造或裝配中使用完工或接近完工的鋼製零件。
一勝百有效利用增材製造工藝,生產適用注塑加工的工程產品。
1) 澆道套、熱流道澆口嵌件和隧道/牛角澆口嵌件
澆道有助於將熔融塑料從注塑機的噴嘴導進模腔,即通過澆道套,連通澆口與噴嘴。即使在高溫下,熔融塑料也能平穩無縫地流入模具型腔,且無任何洩漏。一勝百可定制澆道套,採用隨形冷卻設計,實現熔融塑料的有效流動。
熱流道系統是將熔融塑料材料導流進模腔的一組導管或通道。它由熱流道嵌件組成,可保持塑材的溫度與粘度。熱流道系統會導致模具澆口處升溫,如果澆口處未充分冷卻,可能產生缺陷或表面質量問題,而通過改變週期或增加報廢率的補救措施,成本相當高。一勝百採用保形設計,來解決這些問題。
注塑成型過程中,隧道式和牛角式澆口可調節熔融塑料的流動,並決定塑料進入模腔的位置。澆口須精准設計,以確保熔融塑料平穩流動,均勻填充模腔,避免產生氣穴或空隙。一勝百可定制澆口插件,提供所需的澆口形狀與尺寸,優化熔融塑料的流動,獲得更好的效果。

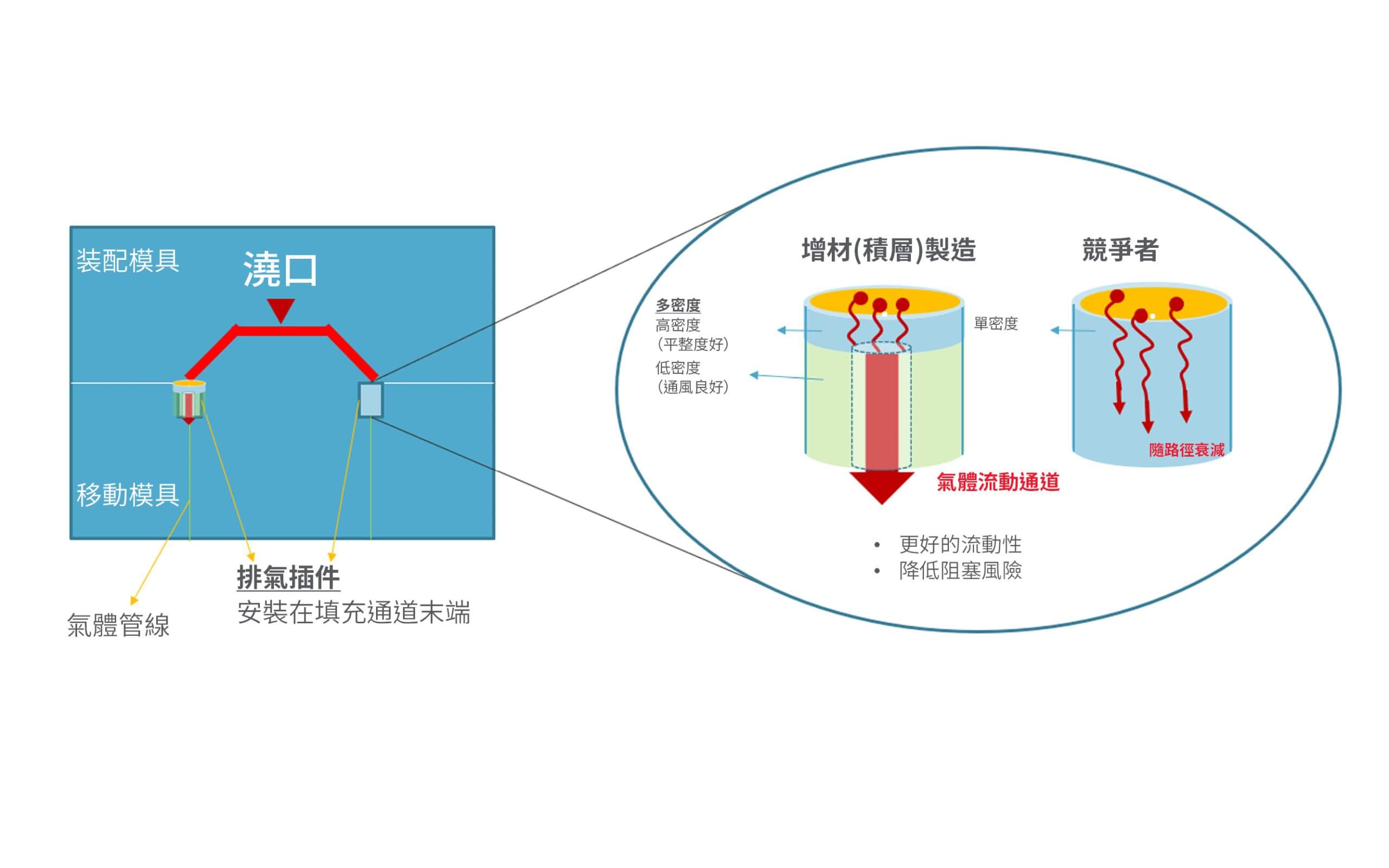
2) 排氣插件
排氣對於注塑加工零件的產品質量的影響,至關重要。在加工過程中,模具內的氣體需及時排出,否則會被壓縮困於型腔中。如滯留的空氣過熱或承受熔體壓力,可能會點燃氧氣,導致塑料成品部件燃燒、出現光斑與應力裂紋,這通常被稱為“柴油效應”(燒焦)。此外,通風不良疊加“柴油效應”會導致模具分型線磨損,注塑零件出現多餘的塑料,即溢料。降低注射速度有助於空氣從通風口排出,但這可能會帶來其他問題,如充填不足,即在模具完全填滿之前,塑料開始硬化。在較低溫度下,熔體粘度增加,導致零件不能完全成型。一勝百的增材製造工藝能幫您解決這些問題。